Capabilities
Capabilities
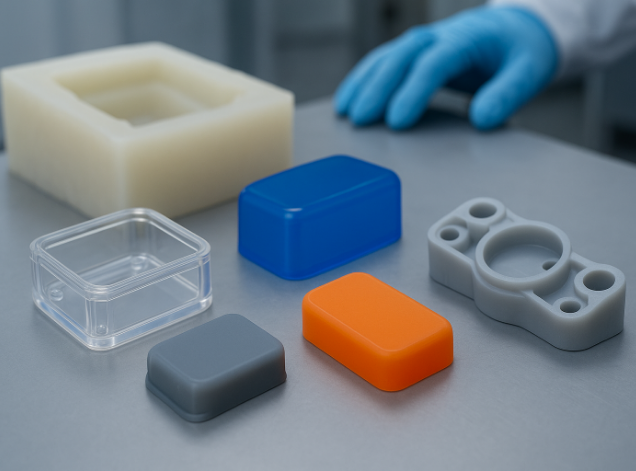
From rapid prototypes to production parts, we offer end-to-end manufacturing solutions.Mechanical Manufacturing
Machining Service
Molding Service
Fabrication Service
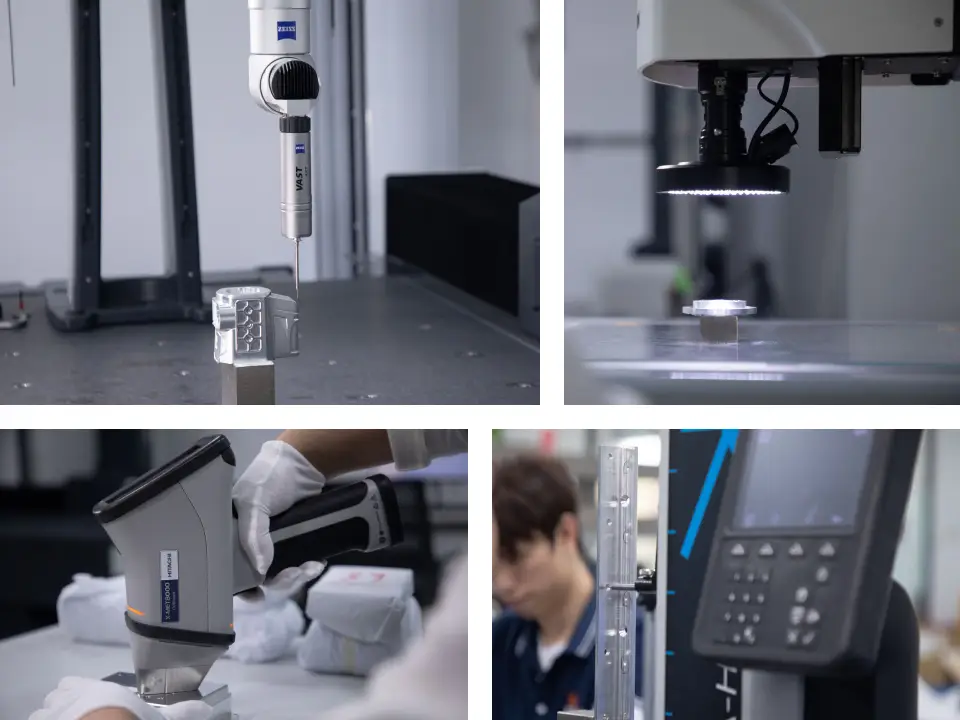
Value-Added Services
Electronic Manufacturing
Solutions
Solutions
Accelerate your product development cycle with our proven processes.A one-stop product innovation service covering design, prototyping, mass production, and packaging.
Manufacturing Service
Value-Added Services
Industries
Industries
Tailored manufacturing solutions for demanding sectors.Industries We Serve
Our Platform
Our Platform
Manage your entire manufacturing lifecycle in one place.Online Platform
Teamspace
Resources
Resources
Insights, guidelines, and knowledge for modern manufacturing.Knowledge Base
Materials Library
About Us
Empowering engineers to build a better world through faster manufacturing.Company
Connect